






light industry
Application of ECF300 inverter in the centrifugal casting machine.
2016-05-13
一、Production process of cast iron pipe
At present, the main use of the city water supply pipe of large diameter cast iron pipe, cement pipe and glass fiber pipe. Under the premise of ensuring a certain strength, the pipe wall thickness of cast iron pipe by centrifugal casting method has been greatly reduced, the weight of the whole weight is reduced by a lot, and the quality is not bad. In the current widespread use of several water supply pipe, cast iron pipe in the price of medium, high strength, durable, light weight, installation is simple and quick, very popular with the favor of each water company.
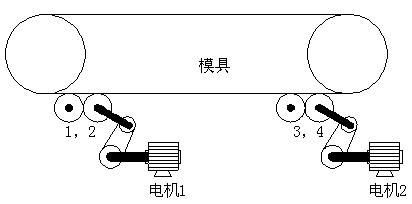
A pipe factory production of urban water supply in Guangxi 300mm ~ 800mm diameter cast iron pipe, in order to guarantee the cast iron pipe wall thickness uniformity, but also to ensure the quality of the cast iron pipe, by centrifugal casting method. The process is melted the high-temperature molten iron injection mold, the mold from zero speed gradually accelerated to high speed rotating, due to the action of centrifugal force, hot metal soon formed in the mold and in the mold through cooling water, maintain a few minutes after, iron pipe temperature down to about 400 to 500 gradually reduced to zero velocity, mold tube removal. Horizontal casting machine mold on the before and after 1, 2, 3, 4 four wheel drive, which 2, 4 by two motor through a belt wheel drives the driving wheel, and the remaining 1, 3 two passive wheel, as shown in Figure 1. The original transmission mode is two 37kW motor driven by the electromagnetic speed governor. This production process requires two motor synchronous operation. Despite of electromagnetic speed regulating system has taken the control synchronous operation measures, because the electromagnetic speed governor control part are analog PI regulator, accuracy and stability are poor, in practical work, workers to operate by experience of speed trim, difficult to transferred to two motor synchronous operation. So the load distribution of the two motor is not uniform, which caused the trip, which affects the normal production.
二、The mechanical properties of casting machine load
Casting machine load characteristics for constant torque load with large inertia, and before starting the first will be a certain amount of iron is first injected into a mold, and then started running, and therefore they are also heavy load starting up. The electromagnetic torque at low speed governor is poor, to ensure the normal starting casting machine starting, the motor capacity of a larger general election. The drive pipe machine shall be borne by the two 37kW 4 pole asynchronous squirrel cage motor, the load distribution between the two motors.
Pipe centrifugal molding method for higher requirements of electric transmission equipment first requires full load starting, starting torque should be in above rated 100% of the torque of the motor; second speed for a long time, requirements of high torque at low speed; finally due to the large range of casting machine speed, in order to ensure the quality of the cast iron pipe, in the operating speed range speed should be basically stable.
三、Variable speed casting machine
According to the above situation, the selection of the ECF300 series inverter with constant torque characteristics and dynamic torque. If two 37KW inverter, it is necessary to consider the synchronization problem of two motors, this synchronization effect good, but motor need installation speed transmitter (pulse encoder and tachometer generator), and the result is more troublesome and investment will increase. If the two 30kW motor is connected in parallel with a 75kW frequency converter control, two motors can achieve the same frequency operation, but the characteristics of the two motors have certain difference, its speed will also speed difference, for the motor parameters is not very different, synchronization does not have high requirement of the system or to meet the use requirements.
Casting machine of two motor synchronization requirements is not high, simple use motors in parallel, the selection of a ECF300-T3-75kW inverter drives two 37KW motor running, to protect the motor, every machine for hot charging relay, the mechanical characteristics of inverter for constant torque, motor in low frequency 5Hz will be able to run, high-speed 42 Hz up to 1200R / min, speed ratio above 1:8, greatly meet the process requirements of the casting machine. The electromagnetic speed control is transformed into the frequency conversion speed regulation. The simple method drives the electromagnetic speed regulation motor by the frequency changer, the excitation of the electromagnetic speed governor is transferred to the maximum, and the efficiency is only 85%. In order to achieve the highest efficiency of energy saving, the electromagnetic speed regulating motor is changed into the ordinary Y series three-phase squirrel cage motor, or the output of the motor and the rotary clutch is directly connected with the mechanical mode. After variable frequency control, taking into account the motor running at low speed for a long time, the heat of the motor is affected by some influence, the temperature will rise. In the process of transformation, the electromagnetic adjustable speed motor for Y Series AC asynchronous motor, if is the capacity of substitution, because the original motor capacity is large, after the transformation of the motor temperature rise does not exceed the rated value, does not need to add a constant speed cooling fan; if it is non capacity substitution, substitution motor capacity than the electromagnetic adjustable speed motor hours, it would need in the motor end cover with constant speed wind turbine to to motor heat dissipation.
四、Energy saving analysis
Casting machine variable frequency transformation, button control with very convenient, change the electromagnetic governor in the operation of synchronization is not easy to achieve synchronization method, generally uniform load distribution of two motors, so that the stepless speed regulation, smooth running. Inverter to replace the electromagnetic governor, there is a good energy saving effect, and now the analysis is as follows:
Speed electromagnetic slip clutch loss is generated by the active part of the windage, friction loss and the driven part of the mechanical friction. If consider these loss and slip clutch of exciting power phase equilibrium and negligible live, slip clutch input, output power available type said:
Motor output power P1=M1n1 (kw)
Formula: M1 - motor output torque (kgf.m), N1 - motor output shaft speed (r/min)
Output power of rotary clutch: P2=M2n2 (kw)
The output torque (kgf.m) of the M2 - slip clutch, the output shaft speed (r/min) of the N2 - slip clutch
The output power of the motor is equal to the input power of the rotary clutch. For centrifugal pipe casting machine this kind of constant torque mechanical property of load, the torque: constant M=M1=M2=. So, turn differential clutch efficiency:
Slip can be defined:
Under constant torque load, the efficiency of rotary clutch is proportional to the output speed. Therefore, when the output speed is decreased, the output power is decreased, and the input power is kept constant, in fact, the power saving rate is the same as the input power. At this time, pH of power loss and slip loss is proportional to, i.e., centrifugal pipe casting machine motor rated speed 1440r / min, when working from zero speed gradually accelerated to the highest 1200R / min, and maintained for 6 minutes. Because of the low speed torque of the electromagnetic induction motor is poor, in the process of 300r/min, the slip difference in the range of 79% ~ 17% changes, but in 17% of the time is longer, the weighted average calculation is about 30%. Uses the frequency conversion velocity modulation, inverter efficiency basically not changes with the frequency of the output, after the removal of the loss of the inverter, power-saving rate in 24%, the actual measuring meter, energy-saving in 22%, investment recovery period is not to a year, the economic benefit is very obvious.